
Badania ultradźwiękowe UT - jedna metoda, a tak wiele zastosowań
Badania ultradźwiękowe (ang. Ultrasonic Testing - UT) to jedna z metod badań nieniszczących. Wykorzystuje ona zjawisko towarzyszące rozchodzeniu się fal o częstotliwości ultradźwiękowej, tzn. większej od górnej granicy słyszalności ucha ludzkiego. Metoda ultradźwiękowa, obok metody radiograficznej, jest wykorzystywana do wykrywania nieciągłości w objętości materiału [1, 2].
Historia
Jednym z pierwszych i jednocześnie najważniejszych wydarzeń dla badań ultradźwiękowych było odkrycie w 1883 r. przez Piotra Curie zjawiska piezoelektrycznego, wykorzystywanego do dziś w większości przetworników emitujących fale ultradźwiękowe.
Pierwsze pomysły na praktyczne wykorzystanie fal ultradźwiękowych pojawiły się w 1912 r., po zatonięciu „Titanica”. W 1912r. powstał pierwszy działający, eksperymentalny sonar aktywny, który służył do określenia głębokości morza i wykrywania gór lodowych. Zbudował go kanadyjski fizyk Reginald Fessenden pracujący dla amerykańskiej firmy Submarine Signal Company.
W 1940 r. powstał pierwszy defektoskop pomiarowy z głowicą nadawczo-odbiorczą, który opracował i opatentował dr Floyd Firestone z Uniwersytetu w Michigan (U.S.A.). Urządzenie umożliwiało wykrywanie i lokalizację nieciągłości w materiałach.
Trwający od około 1985 r. dynamiczny rozwój technologii i znaczący postęp w zakresie inżynierii materiałowej umożliwiły m.in. miniaturyzację przetworników i defektoskopów, wdrożenie defektoskopów cyfrowych, a także powstanie nowych technik badań ultradźwiękowych [3, 4, 5].
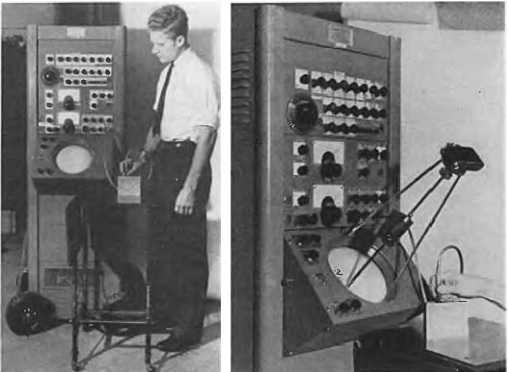
Pierwszy defektoskop ultradźwiękowy z głowicą nadawczo-odbiorczą, stworzony i opatentowany przez dr Floyda Firestone'a z Uniwersytetu w Michigan, USA (https://pdfs.semanticscholar.org/0bf7/4a61b8229b12dc61ce5f39ac95d9c1f8c698.pdf).
Podstawowe zagadnienia teoretyczne
Charakterystyczne wielkości fizyczne
Badania ultradźwiękowe wykorzystują drgania mechaniczne o częstotliwościach ultradźwiękowych, stąd podstawowymi wielkościami fizycznymi, charakterystycznymi dla ruchu drgającego, są:
- Okres – czas potrzebny do wykonania jednego pełnego cyklu (drgania);
- Częstotliwość – określa liczbę pełnych drgań w jednostce czasu; jest powiązana z okresem zależnością:
- Amplituda – określa wartość maksymalnego wychylenia od położenia równowagi;
- Długość fali – jest to odległość między najbliższymi cząstkami ośrodka, które drgają w tej samej fazie, wyrażona wzorem:
gdzie:
– prędkość rozchodzenia się fali (ruchu drgającego) w materiale; zależy przede wszystkim od rodzaju ośrodka i fali;
- Akustyczna oporność falowa (impedancja falowa) – wielkość charakterystyczna dla określonego ośrodka i rodzaju fali:
gdzie:
– gęstość ośrodka [1, 6].
Ponadto wiązka fal ultradźwiękowych jest charakteryzowana poprzez wielkości, wynikające z zastosowanego przetwornika głowicy. Są to:
- Pole bliskie – obszar silnych wahań ciśnienia akustycznego, spowodowanych interferencją fal emitowanych z różnych punktów źródła. Długość tego obszaru mierzy się od powierzchni przetwornika do ostatniego maksimum ciśnienia. Pole bliskie jest wyrażone wzorem:
gdzie:
– średnica skuteczna przetwornika (
)
- Pole dalekie – obszar wiązki fal oddalony od przetwornika nie mniej niż o 3 długości pola bliskiego. Cechą znamienną dla tego obszaru jest brak wahań ciśnienia, rozbieżność wiązki oraz zmienność ciśnienia odwrotnie proporcjonalna do odległości.
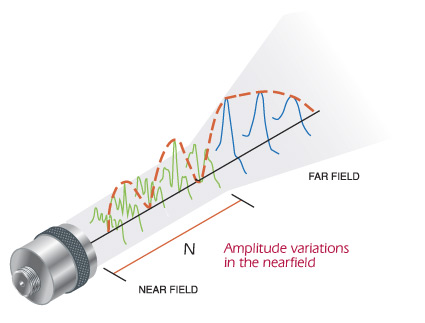
Graficzne przedstawienie pola bliskiego i pola dalekiego głowicy (https://www.olympus-ims.com/en/ndt-tutorials/flaw-detection/beam-characteristics/).
- Kąt rozbieżności wiązki – określa kształt wiązki dla źródła kołowego i jest wyrażony wzorem:
gdzie:
– współczynnik zależny od spadku ciśnienia;
- Szerokość wiązki – podawana jest w funkcji odległości „l” od przetwornika [1].
Rodzaje fal
W badaniach ultradźwiękowych najczęściej wykorzystuje się dwa rodzaje fal:
- fale podłużne – cząstki ośrodka drgają zgodnie z kierunkiem rozchodzenia się fali (charakter tłokowy drgań). Fale te powodują oscylacyjne zmiany gęstości ośrodka i mogą rozchodzić się w każdym ośrodku, niezależnie od jego stanu skupienia (ciała stałe, ciecze, gazy);
- fale poprzeczne – powodują naprężenia tnące – cząstki ośrodka drgają prostopadle do kierunku rozchodzenia się fali. Ten rodzaj fali rozchodzi się tylko w ośrodkach stałych.
Ponadto w badaniach ultradźwiękowych wykorzystuje się fale powierzchniowe (Rayleigha), podpowierzchniowe, płytowe (Lamba) oraz Love’a [1].
Zjawiska zachodzące na granicy ośrodków
Wiązka ultradźwiękowa może być wprowadzana do ośrodka pod kątem 0o lub innym (większym) w odniesieniu do normalnej (prostej prostopadłej do powierzchni materiału). Na granicy ośrodków o różnych impedancjach akustycznych będą występowały zjawiska charakteryzujące zachowanie się fali. Są to przede wszystkim:
- Odbicie – kąt padania fali jest zawsze równy kątowi odbicia dla tego samego rodzaju fali;
- Załamanie – występuje tylko przy padaniu fali na granicę ośrodków pod pewnym kątem;
- Transformacja – zjawisko związane z powstaniem wiązki fal innego typu niż fala padająca, towarzyszy wyłącznie ukośnemu padaniu fali, a więc zjawisku odbicia i załamania, o ile w danym ośrodku mogą występować różne rodzaje fali.
Przy zjawisku transformacji przyjęło się stosować pojęcie kątów granicznych (krytycznych), które są charakterystycznymi, dla danej granicy ośrodków, kątami padania fali podłużnej, przy których następuje całkowite załamanie określonej fali w drugim ośrodku:
- I kąt graniczny – taki kąt padania fali podłużnej, przy którym, w drugim ośrodku, następuje całkowite załamanie fali padającej;
- II kąt graniczny – taki kąt padania fali podłużnej, przy którym, w drugim ośrodku, następuje całkowite załamanie fali poprzecznej, powstałej po transformacji fali podłużnej;
- III kąt graniczny – taki kąt padania fali podłużnej, przy którym w drugim ośrodku wystąpi fala powierzchniowa [1, 6].
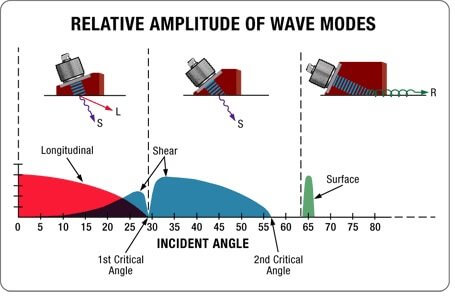
Rozchodzenie się fali ultradźwiękowej w materiale w zależności od kąta padania wiązki (https://www.olympus-ims.com/en/ndt-tutorials/flaw-detection/wave-front/).
Przebieg badania
Ogólna zasada badań ultradźwiękowych w tzw. technice echa, polega na wprowadzeniu do materiału fali ultradźwiękowej, a następnie rejestracji wiązki odbitej od tzw. reflektora – może to być dno próbki lub wada materiałowa.
Głowica jest przykładana do powierzchni obiektu badanego poprzez cienką warstwę specjalnej cieczy, która nazywana jest ośrodkiem sprzęgającym. Następnie, specjalny przetwornik znajdujący się w głowicy, najczęściej piezoelektryczny, pobudzany jest do drgań impulsem elektrycznym. Drgania przetwornika, o częstotliwości ultradźwiękowej, przenoszone są do materiału, powodując periodyczne, sprężyste odkształcenia – najpierw powierzchni, a później dalszych warstw materiału.
Pobudzanie przetwornika piezoelektrycznego impulsami elektrycznymi oraz „nasłuch” impulsów akustycznych, zamienionych w głowicy ponownie na elektryczne, odbywa się za pomocą aparatury (defektoskopu lub grubościomierza) ultradźwiękowej, która obrazuje przebieg wiązki fal w czasie. [1, 7].
Defektoskopy ultradźwiękowe
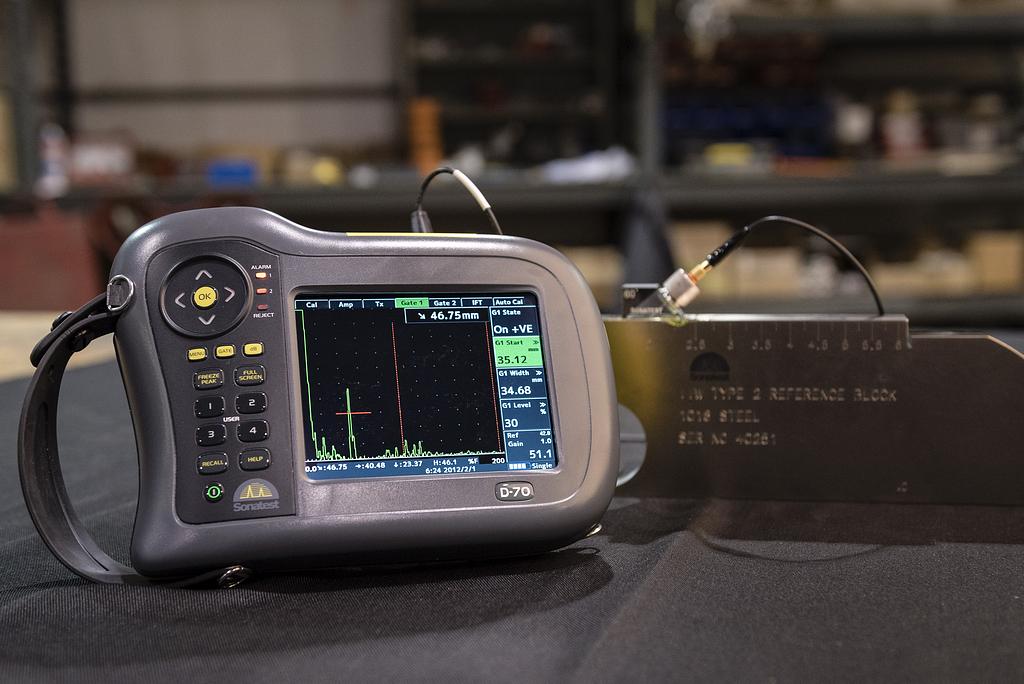
Defektoskop ultradźwiękowy to urządzenie kontrolujące przebieg badań ultradźwiękowych, którego najważniejszą funkcją jest pobudzanie do drgań impulsem elektrycznym przetwornika głowicy i odbieranie sygnału zwrotnego, wyświetlanego na ekranie w postaci tzw. echa. Za jego pomocą można sterować parametrami wysyłanego i/lub odebranego sygnału, dostosować ustawienia dla konkretnej głowicy i badanego materiału, ale także konfigurować funkcje ułatwiające interpretację i ocenę odbieranego sygnału.
Obecnie, obok aparatów konwencjonalnych (przykład poniżej), stosuje się zaawansowane defektoskopy cyfrowe, których możliwości technologiczne pozwalają na przeprowadzanie badań wieloma głowicami naraz, głowicami wieloprzetwornikowymi, stosowanie specjalnych enkoderów, sterowanie skanerami, a także posiadają wiele funkcji ułatwiających rejestrację i analizę wyników (m .in. różne typy zobrazowań i specjalne krzywe odniesienia) [1, 8].
Przykład defektoskopu ultradźwiękowego Sonatest Masterscan D70 (https://sonatest.com/).
Głowice ultradźwiękowe
Najważniejszym zadaniem głowicy ultradźwiękowej jest wytworzenie, poprzez drgania przetwornika, fali ultradźwiękowej i wprowadzenie jej do materiału, a następnie odebranie wiązki odbitej.
Głowice ultradźwiękowe można podzielić, z uwagi na kierunek fali, na dwa główne rodzaje:
- głowice ultradźwiękowe proste, nazywane potocznie normalnymi – wiązka wprowadzana jest pod kątem 0o w stosunku do normalnej do powierzchni materiału;
- głowice ultradźwiękowe skośne, nazywane potocznie kątowymi – fala wprowadzana jest pod kątem większym niż 0o w stosunku do normalnej do powierzchni materiału.
Dodatkowo głowice ultradźwiękowe dzieli się ze względu na ilość przetworników w głowicy:
- głowice ultradźwiękowe pojedyncze (jeden przetwornik nadawczo-odbiorczy);
- głowice ultradźwiękowe podwójne (dwa przetworniki, osobno nadajnik i odbiornik).
Jeszcze inny podział może brać pod uwagę rodzaj emitowanej fali, w tym przypadku wyróżniamy:
- głowice ultradźwiękowe fal podłużnych,
- głowice ultradźwiękowe fal poprzecznych,
- głowice ultradźwiękowe fal powierzchniowych.
Ponadto głowice ultradźwiękowe mogą różnić się wielkością, kształtem i rodzajem przetwornika, jego częstotliwością drgań, zastosowanym klinem lub membraną, stopniem zaawansowania i przeznaczeniem do określonej techniki badania (tzw. głowice ultradźwiękowe do techniki TOFD lub wieloprzetwornikowe do badania Phased Array), a także rodzajem obudowy [1, 9].

Głowice ultradźwiękowe kątowe firmy Sonatest (https://sonatest.com/).
Ośrodki sprzęgające
Ośrodki sprzęgające mają za zadanie wyeliminować warstwę powietrza pomiędzy głowicą, a badanym materiałem. W tym celu stosuje się specjalistyczne płyny, żele, a nawet pasty, których skład i właściwości pozwalają na dostosowanie ich wyboru do rodzaju i lokalizacji badanego obiektu oraz warunków prowadzonych pomiarów lub badań [7].
Wzorce i próbki odniesienia
Wzorce i próbki odniesienia, zdefiniowane przez normy dla badań ultradźwiękowych, stanowią niezbędne wyposażenie zestawu do metody ultradźwiękowej. Tylko za ich pomocą możliwe jest właściwe wyskalowanie zestawu defektoskop-głowica, a tym samym otrzymanie poprawnych wyników badań.
Wzorce posiadają powierzchnie lub krawędzie będące zdefiniowanymi reflektorami odniesienia. Specjalne próbki odniesienia mogą zawierać reflektory będące wadami sztucznymi lub naturalnymi.
Rodzaj wzorca i próbki odniesienia zależy przede wszystkim od rodzaju materiału obiektu badań oraz wymagań standardów i wielkości spodziewanych nieciągłości (poziomu czułości).
Przykładowy wzorzec (Nr 1) można zobaczyć klikając w ten link: http://www.koli.com.pl/wyposazenie,54,pl.html#group-fancybox-5 [1].
Techniki badania
Techniki konwencjonalne
W metodzie ultradźwiękowej można wyróżnić następujące podstawowe techniki badań:
1) Ze względu na rodzaj interpretowanego sygnału i dostępne informacje:
- Technika echa – daje precyzyjną informację na temat lokalizacji reflektora, wykorzystuje głowicę z przetwornikiem nadawczo-odbiorczym, która wysyła falę ultradźwiękową, po czym wiązka zostaje odbita od dna lub wady i wraca do głowicy.
- Technika cienia (przepuszczania) – w tej technice otrzymujemy informację o występującej wadzie lub jej braku, wykorzystuje dwie głowice o tych samych parametrach, z których jedna jest głowicą nadawczą, a druga odbiorczą i są ustawione naprzeciw siebie.
- Technika tandem – daje informację o wadach usytuowanych w grubych elementach w środkowej części grubości i w płaszczyźnie około-prostopadłej do powierzchni, wykorzystuje głowice kątowe 45° ustawione jedna za drugą (tandem), przy czym pierwsza jest nadajnikiem, a druga odbiornikiem.
- Technika rezonansu – wykorzystywana jest w pomiarach grubości i polega na wywołaniu w materiale fali stojącej, która będzie wchodziła w rezonans z długością fali.
2) Ze względu na sposób wprowadzania fali i kontakt „głowica – obiekt”:
- Technika kontaktowa – głowica ultradźwiękowa ma bezpośredni kontakt z powierzchnią badanego obiektu przez cienką warstwę ośrodka sprzęgającego, zwykle o grubości mniejszej niż 1 mm.
- Technika zanurzeniowa – głowica ultradźwiękowa porusza się nad badanym obiektem i jest oddzielona warstwą wody lub innej cieczy specjalnej o grubości > 25% grubości obiektu.
Techniki zaawansowane
Do przeprowadzenia badań ultradźwiękowych w technice zaawansowanej, w przeciwieństwie do technik konwencjonalnych, niezbędny jest zaawansowany defektoskop i głowice ultradźwiękowe, które są dedykowane do tego typu badań. Techniki zaawansowane to przede wszystkim:
- Badania Phased Array (PAUT) – jest to technika wykorzystująca specjalne głowice wieloelementowe, w których przetworniki są sterowane elektronicznie i każdy generuje falę ultradźwiękową z zadanym opóźnieniem, uzyskując w ten sposób emisję fal pod określonym kątem i ze zdefiniowanym ogniskowaniem [10]. Dzięki możliwości sterowania kątem i ogniskowaniem wiązki fal ultradźwiękowych, badania Phased Array znajdują zastosowanie w wykrywaniu wad w skomplikowanych geometrycznie elementach, jak np. odkuwki o złożonym kształcie czy cienkie złącza spawane. Ponadto, badania Phased Array coraz częściej zastępują badania radiograficzne w wielu zakładach produkcyjnych zajmujących się m.in. spawalnictwem. Przykładowo w spawalnictwie badania Phased Array służą zbadaniu połączeń spawanych, np. blach czy rur. Oprócz tego, badania Phased Array pozwalają znacznie zwiększyć efektywność ultradźwiękowych pomiarów grubości dużych powierzchni przez tworzenie map grubości i/lub korozji.
- Badania TOFD – w tej technice wykorzystuje się dwie głowice, nadawczą i odbiorczą oraz dwa rodzaje fal, podłużną i podpowierzchniową. [11].

Przykład zaawansowanej techniki badań ultradźwiękowych - badania Phased Array z zastosowaniem głowic wieloprzetwornikowych i skanera dedykowanego do badania złączy spawanych (https://sonatest.com/).
Zastosowanie badań ultradźwiękowych
Badania ultradźwiękowe wykorzystywane są do pomiarów grubości elementów tzw. jednostronnie dostępnych (np. kominy, rurociągi) i monitorowania uszkodzeń korozyjnych lub erozyjnych oraz do wykrywania wad (technologicznych lub eksploatacyjnych) położonych wewnątrz objętości materiału.
Pomiary i badania ultradźwiękowe można stosować na różnych materiałach - metalach, tworzywach sztucznych, kompozytach, szkle, materiałach ceramicznych, betonach i próbkach biologicznych.
Metoda ultradźwiękowa pozwala wykrywać wiele wad materiałowych lub uszkodzeń eksploatacyjnych wpływających na poziom ryzyka związanego z wystąpieniem awarii. Wśród takich wad są: ubytki korozyjne, uszkodzenia erozyjne, pęknięcia, rozwarstwienia, wtrącenia, przyklejenia i wiele innych [12].
Zalety i wady badań ultradźwiękowych
Zalety:
- duża uniwersalność i skuteczność metody (zwłaszcza dla elementów o grubości powyżej 10 mm),
- szybkość badania i bezpośrednia dostępność wyników,
- możliwość dokładnej lokalizacji wad,
- możliwość pomiaru grubości elementów jednostronnie dostępnych z dokładnością rzędu 0,1 mm lub większą,
- przenośna i lekka aparatura.
Wady:
- konieczne wysokie kwalifikacje personelu,
- utrudnione lub niemożliwe badanie elementów bardzo małych,
- wpływ struktury materiału na wykrywalność wad,
- konieczność dobrego przygotowania powierzchni badania [1].
Wykaz najważniejszych norm
- PN-EN ISO 2400:2013-03 -- Badania nieniszczące -- Badania ultradźwiękowe -- Opis wzorca Nr 1.
- PN-EN ISO 7963:2010 --Tytuł: Badania nieniszczące -- Badania ultradźwiękowe -- Warunki techniczne kalibracji bloku nr 2.
- PN-EN ISO 16810:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Zasady ogólne.
- PN-EN ISO 16811:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Nastawianie czułości i zakresu obserwacji.
- PN-EN ISO 16823:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Technika przepuszczania.
- PN-EN ISO 16826:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Badania nieciągłości prostopadłych do powierzchni.
- PN-EN ISO 16827:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Charakteryzowanie i wymiarowanie nieciągłości.
- PN-EN ISO 16828:2014-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Dyfrakcyjna technika czasu przejścia, jako sposób wykrywania i wymiarowania nieciągłości.
- PN-EN 12668-1:2010 -- Badania nieniszczące -- Charakteryzowanie i weryfikacja aparatury ultradźwiękowej – Aparatura.
- PN-EN 12668-2:2010 -- Badania nieniszczące -- Charakteryzowanie i weryfikacja aparatury ultradźwiękowej -- Głowice.
- PN-EN 12668-3:2014-02 -- Badania nieniszczące -- Charakteryzowanie i weryfikacja aparatury ultradźwiękowej -- Aparatura kompletna.
- PN-EN ISO 11666:2011 -- Badania nieniszczące spoin -- Badania ultradźwiękowe złączy spawanych -- Poziomy akceptacji.
- PN-EN ISO 17640:2011 -- Badania nieniszczące spoin -- Badania ultradźwiękowe złączy spawanych.
- PN-EN ISO 22825:2012 -- Badanie nieniszczące spoin -- Badanie ultradźwiękowe -- Badanie spoin w stalach austenitycznych i stopach na bazie niklu.
- PN-EN ISO 23279:2010 -- Badania nieniszczące spoin -- Badania ultradźwiękowe -- Charakterystyka wskazań w spoinach.
- PN-EN 14127:2011 -- Badania nieniszczące -- Ultradźwiękowe pomiary grubości.
- PN-EN 15317:2014-02 -- Badania nieniszczące -- Badania ultradźwiękowe -- Charakteryzowanie i weryfikacja aparatury ultradźwiękowej do pomiaru grubości.
- PN-EN ISO 15626:2014-01 -- Badanie nieniszczące spoin -- Technika czasu przejścia wiązki dyfrakcyjnej (TOFD) -- Poziomy akceptacji.
- PN-EN ISO 16946:2017-06 -- Badania nieniszczące -- Badania ultradźwiękowe -- Wymagania dotyczące wzorca w postaci klina schodkowego.
- PN-EN ISO 17405:2014-11 -- Badania nieniszczące -- Badania ultradźwiękowe -- Technika badania platerów wykonanych spawaniem, walcowaniem i wybuchowo.
- PN-EN 16018:2012 -- Badania nieniszczące -- Terminologia -- Terminy stosowane w badaniach ultradźwiękowych z uszeregowaniem fazowym.
- PN-EN ISO 18563-1:2015-10 -- Badania nieniszczące -- Charakteryzowanie i weryfikacja wieloprzetwornikowej aparatury ultradźwiękowej -- Aparatura.
- PN-EN 16392-2:2014-05 -- Badania nieniszczące -- Charakteryzacja i weryfikacja ultradźwiękowych wieloelementowych systemów – Głowice.
- PN-EN ISO 18563-3:2016-02 -- Badania nieniszczące -- Charakteryzowanie i weryfikacja aparatury ultradźwiękowej z głowicami wieloprzetwornikowymi -- Aparatura kompletna.
- PN-EN ISO 13588:2013-04 -- Badania nieniszczące spoin -- Badanie ultradźwiękowe -- Stosowanie technologii zautomatyzowanej głowicy mozaikowej.
Źródła
- „Badania nieniszczące – Badania ultradźwiękowe – cz. 1 / Podstawy teoretyczne”; M . K. Lipnicki; Koli sp. z o.o. w Baninie; Gdańsk, 1998 r.; ISBN: 83-909830-0-1
- http://www.koli.eu/
- „Szkolenie UT zgodnie z EN 9712 – Informacje wstępne”; M. K. Lipnicki, Koli sp. z o.o.; www.koli.eu
- https://pl.wikipedia.org/wiki/Sonar
- https://en.wikipedia.org/wiki/Ultrasonic_testing
- „Badania nieniszczące – Badania ultradźwiękowe” – Materiały szkoleniowe dla kursu UT 2; Koli sp. z o.o. – Ośrodek szkoleniowo-egzaminacyjny; www.koli.eu
- „Dlaczego zaleca się stosowanie profesjonalnych ośrodków sprzęgających w badaniach ultradźwiękowych?”; M. Lipnicki, R. Obłąkowski; Przegląd Spawalnictwa Vol 88 2016
- Sonatest –VEO+ Brochure; http://sonatest.com/application/files/7714/7671/9237/Veo__Brochure_Issue2_May_2016_A4.pdf
- Sonatest – Transducer Catalogue; 03-2014 r.
- https://en.wikipedia.org/wiki/Phased_array_ultrasonics
- https://en.wikipedia.org/wiki/Time-of-flight_diffraction_ultrasonics
- https://www.olympus-ims.com/en/knowledge/ultrasound/applications/ultrasonic-faq/